

پوشش گالوانیزه گرم چیست و چه کاری انجام میدهد؟
گالوانیزه گرم (Hot-Dip Galvanizing) یک فرآیند صنعتی برای محافظت از قطعات فولادی و آهنی در برابر زنگزدگی و خوردگی است.
در این روش، قطعه فولادی را درون حمامی از روی مذاب با دمای حدود ۴۵۰ درجه سلسیوس فرو میبرند. نتیجه نهایی، تشکیل یک لایه آلیاژی قوی بین روی و آهن است که به صورت متالورژیکی (یعنی در سطح مولکولی و غیرقابل جدا شدن) به فولاد میچسبد.
دو مکانیسم محافظتی اصلی:
| مکانیسم | توضیح |
|---|---|
| محافظت فیزیکی (سد فیزیکی) | لایه روی به عنوان یک سپر، از تماس مستقیم فولاد با اکسیژن و رطوبت جلوگیری میکند. |
| محافظت کاتدی (فداکاری روی) | روی نسبت به فولاد فعالتر است. در صورت خراشیدگی پوشش، روی فدا میشود و فولاد (کاتد) را در برابر زنگ زدن محافظت میکند. |
به زبان ساده: گالوانیزه کردن یعنی «زره نامرئی» از جنس روی به تن فولاد پوشاندن که هم از خوردگی جلوگیری میکند و هم در صورت آسیب، خودش فدا میشود تا فولاد زنگ نزند.
ساختار لایههای پوشش و مفهوم DPN
DPN مخفف Diamond Pyramid Number (عدد هرم الماسی) است و معادل مستقیم سختی ویکرز (HV) میباشد. هر چه عدد DPN بالاتر باشد، ماده سختتر و مقاومتر به سایش است.
جدول سختی لایهها
| لایه | ترکیب شیمیایی | سختی (DPN) | ویژگی |
|---|---|---|---|
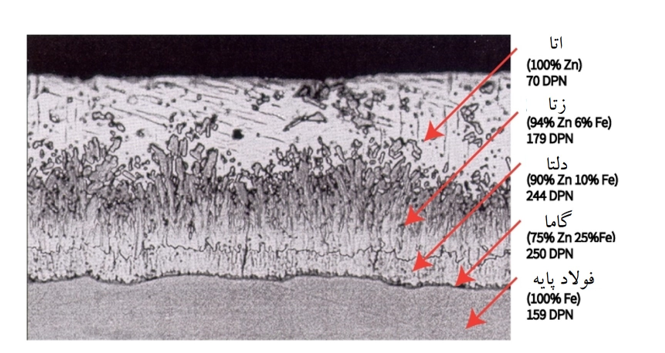
| اتا (η) | ۱۰۰% روی خالص | ۷۰ | نرم، چکشخوار، مقاوم به خوردگی |
| زتا (ζ) | ۹۴% روی – ۶% آهن | ۱۷۹ | سختتر از روی خالص |
| دلتا (δ) | ۹۰% روی – ۱۰% آهن | ۲۴۴ | بسیار سخت و مستحکم |
| گاما (Γ) | ۷۵% روی – ۲۵% آهن | ۲۵۰ | سختترین لایه |
| فولاد پایه | ۱۰۰% آهن | ۱۵۹ | فلز پایه با استحکام سازهای |
همانطور که مشاهده میکنید، وقتی فولاد در روی مذاب غوطهور میشود، چهار لایه مجزا بین فولاد و سطح خارجی تشکیل میگردد با حرکت از سطح خارجی (روی خالص) به سمت فولاد پایه:
- درصد آهن افزایش مییابد
- سختی از ۷۰ به ۲۵۰ DPN میرسد
لایههای داخلی (گاما و دلتا) حتی از خود فولاد پایه سختتر هستند. این ویژگی باعث میشود پوشش در برابر سایش، ضربه و خراش مقاومت فوقالعادهای داشته باشد، در حالی که لایه بیرونی (اتا) انعطافپذیری لازم را حفظ میکند.
مراحل اجرای گالوانیزه گرم
فرآیند استاندارد شامل ۶ مرحله اصلی است:
| مرحله | نام | توضیح |
|---|---|---|
| ۱ | چربیگیری | قطعه در محلول قلیایی داغ شسته میشود تا چربی و روغن پاک شود. |
| ۲ | اسیدشویی | قطعه در حمام اسید کلریدریک فرو میرود تا زنگزدگی و اکسیدهای آهن حذف شود. |
| ۳ | شستشو | با آب تمیز شسته میشود تا اسید باقی مانده روی سطح از بین برود. |
| ۴ | فلاکسزنی | قطعه در محلول کلرید روی و کلرید آمونیوم فرو میرود تا از اکسید شدن مجدد جلوگیری کند. |
| ۵ | غوطهوری در روی مذاب | قطعه خشک شده، به آرامی در حمام روی مذاب با دمای ۴۴۰ تا ۴۶۵ درجه فرو میرود. مدت زمان بسته به نوع قطعه متفاوت است. در این مدت لایههای گاما، دلتا، زتا و اتا تشکیل میشوند. هرچه مدت زمان این مرحله بیشتر باشد، ضخامت پوشش افزایش می یابد. |
| ۶ | خنککاری و بازرسی اولیه | قطعه از حمام خارج شده، در هوا یا آب خنک میشود. سپس از نظر یکنواختی پوشش، ضخامت و ظاهر بازرسی میگردد. |
اهمیت ضخامت پوشش
ضخامت پوشش یکی از مهمترین عوامل در تعیین کیفیت و طول عمر قطعه گالوانیزه شده است.
چرا ضخامت مهم است؟
| فاکتور | توضیح |
|---|---|
| عمر مفید بیشتر | پوشش ضخیمتر، روی بیشتری در خود دارد. از آنجا که روی در طول زمان در اثر تماس با محیط خورنده به تدریج مصرف میشود، هرچه پوشش ضخیمتر باشد، مدت زمان بیشتری طول میکشد تا لایه روی به طور کامل از بین برود و فولاد در معرض خوردگی قرار گیرد. |
| مقاومت در محیط خورنده | در محیطهای صنعتی، دریایی و مرطوب، ضخامت بیشتر الزامی است. |
| الزام استانداردها | تمام استانداردهای معتبر، حداقل ضخامت اجباری را مشخص کردهاند. |
استانداردهای گالوانیزه گرم
برای تضمین کیفیت پوشش و یکسانسازی فرآیند در سطح جهانی، استانداردهای متعددی تدوین شده است.
| استاندارد | عنوان و کاربرد |
|---|---|
| ISO 1461 | مشخصات پوشش روی حاصل از گالوانیزه گرم بر روی قطعات فولادی و آهنی |
| ISO 14713 | راهنمایی برای محافظت در برابر خوردگی توسط گالوانیزه گرم |
| ASTM A123 | مشخصات پوشش روی برای محصولات فولادی |
| ASTM A153 | مشخصات پوشش روی برای یراقآلات (پیچ و مهره و قطعات کوچک) |
| INSO 16353 | استاندارد ملی ایران، منطبق بر ISO 1461، مرجع اصلی برای بازرسی و پذیرش پوششهای گالوانیزه گرم |
پارامترهای اصلی کنترل کیفی:
- ضخامت پوشش (حداقل و میانگین)
- یکنواختی پوشش (بدون نقطههای لخت)
- چسبندگی پوشش
- ظاهر سطح (بدون ناهمواری و گرههای زبر)
نقش حیاتی بازرسی فنی
همه این زحمتها (از آمادهسازی سطح گرفته تا غوطهوری در روی مذاب و رعایت استانداردها) وقتی به نتیجه میرسد که یک بازرس فنی کاربلد پای کار باشد. چون پوشش گالوانیزه اگر درست انجام نشود، نه تنها محافظتی نمیکند، بلکه ضرر هم میزند.
بازرسی فنی چه کارهایی میکند؟
| مرحله بازرسی | چه چیزی را کنترل میکند |
|---|---|
| قبل از گالوانیزه | تمیزی سطح، درستی فرآیند اسیدشویی و فلاکسزنی، نداشتن روغن و زنگزدگی |
| حین فرآیند | دمای حمام روی (۴۴۰-۴۶۵ درجه)، زمان غوطهوری، ترکیب شیمیایی روی مذاب |
| بعد از گالوانیزه | ضخامت پوشش، یکنواختی، چسبندگی، نداشتن لختگی و سربارگی(کنترل ظاهری دقیق) |
چرا بازرسی فنی؟
چون هیچ چیز از چشم او پنهان نمیماند.
- او میداند یک لختگی کوچک (نقطه بدون پوشش) چند سال بعد تبدیل به یک گودال زنگزده میشود.
- او میداند یک پوشش نازکتر از استاندارد یعنی مرگ زودهنگام سازه.
- او میداند یک حباب یا ترک در لایهها، راهروی مستقیم برای خوردگی است.
- او با یک دستگاه ساده ضخامتسنج، جان یک سازه چند تنی را معاینه میکند.
بدون بازرسی فنی چه میشود؟
- پوشش ظاهراً خوب، اما زیرسطحی معیوب
- صرفهجویی در هزینهها به بهای از دست رفتن کیفیت
- عدم شناسایی نقاط لخت و بیپوشش
- قطعهای که قرار بود ۵۰ سال عمر کند، بعد از ۵ سال زنگ میزند
حرف آخر:
در دنیای گالوانیزه گرم، استاندارد حرف اول را میزند، اما بازرسی فنی حرف آخر را. اگر استاندارد را قانون بدانیم، بازرس فنی قاضی اجرای آن است. کسی که با نگاه تیز و تجربهاش، پوشش را جراحی میکند و میگوید: «این قبول است، این رد است.»
بازرس فنی است که تضمین میکند پوشش شما واقعاً ضخامت درست را دارد، واقعاً چسبیده است، واقعاً یکنواخت است، و واقعاً قرار است نیم قرن از فولاد شما محافظت کند.